
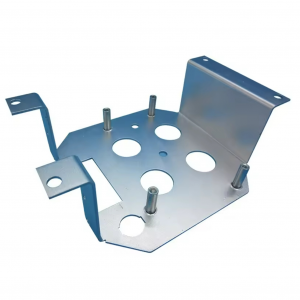
Tayyorlangan nozik braket zanglamaydigan po'latdan yasalgan lavha shtamplash qismlari

Tavsif
| Mahsulot turi | moslashtirilgan mahsulot | |||||||||||
| Yagona oyna xizmati | Qolib ishlab chiqish va loyihalash - namunalarni topshirish - partiyani ishlab chiqarish - tekshirish - sirtni qayta ishlash - qadoqlash - etkazib berish. | |||||||||||
| Jarayon | shtamplash, bukish, chuqur chizish, lavha ishlab chiqarish, payvandlash, lazer bilan kesish va boshqalar. | |||||||||||
| Materiallar | karbonli po'lat, zanglamaydigan po'lat, alyuminiy, mis, galvanizli po'lat va boshqalar. | |||||||||||
| O'lchamlari | mijozning chizmalariga yoki namunalariga ko'ra. | |||||||||||
| Tugatish | Spray bo'yash, elektrokaplama, issiq galvanizatsiya, chang qoplama, elektroforez, anodlash, qorayish va boshqalar. | |||||||||||
| Qo'llash sohasi | Avto ehtiyot qismlar, qishloq xo'jaligi texnikasi qismlari, muhandislik mashinalari qismlari, qurilish muhandislik qismlari, bog 'aksessuarlar, ekologik toza mashina qismlari, kema qismlari, aviatsiya qismlari, quvur qismlari, apparat asboblari qismlari, o'yinchoq qismlari, elektron qismlar va boshqalar. | |||||||||||
Imkoniyatlar
Buyurtmachining ehtiyojlarini qondirish uchun Xinzhe har xil turdagi metall shtamplash qoliplarini, jumladan, aralash, progressiv, chizma va prototip asboblarni loyihalash, loyihalash va ishlab chiqarish uchun to'liq xizmat ko'rsatadigan ichki asboblar xonasini taklif etadi.
Eng muhimi, tejamkor, sifatli metall shtamplash asboblarimiz ishlab chiqarish va foydalanish xarajatlarini kamaytiradi. Shtamplash loyihalari davomida biz barcha mijozlarimizning o'liklarini qo'shimcha xarajatlarsiz saqlab turamiz va ta'mirlaymiz.
1.Injeneriyadagi o'zgarishlarni hisobga olish uchun tezkor asboblarni sozlash.
2. Yuqori sifatli uskunalar.
3. asboblarni loyihalash bo'yicha malaka.
4. Qattiq shtamplash bilimiga ega bo'lgan yuqori malakali va malakali asbobsozlik muhandislari.
5. Advanced Wire EDM-dan foydalanib, siz qismlarni aniq va arzon narxlarda kesishingiz mumkin.
Sifatni boshqarish




Vickers qattiqlik asbobi.
Profilni o'lchash vositasi.
Spektrograf asbobi.
Uchta koordinatali asbob.
Yuk tashish rasm




Ishlab chiqarish jarayoni




01. Qolib dizayni
02. Qolib ishlov berish
03. Simlarni kesishni qayta ishlash
04. Qolib issiqlik bilan ishlov berish




05. Qolib yig'ish
06. Qolib nosozliklarini tuzatish
07. Chiqindilarni tozalash
08. elektrokaplama


09. Mahsulotni sinovdan o'tkazish
10. Paket
Elektroforez jarayoni
Elektroforez jarayoni asosan quyidagi bosqichlarni o'z ichiga oladi:
1. Namunani qayta ishlash: Tegishli namuna olish usulini tanlang va namuna turiga ko'ra zarur bo'lgan dastlabki ishlov berish bosqichlarini bajaring, masalan, hujayra buzilishi, oqsillarni eritish va hokazo. Namunaga bufer qo'shishdan oldin, uni iflosliklar yoki cho'kmalarni olib tashlash uchun santrifüj qilish kerak.
2. Buferni tayyorlash: Bufer elektroforez tajribalarida pH barqarorligini saqlash, ion o'tkazuvchanligini ta'minlash va namunalarni suyultirishda rol o'ynaydi. Buferlarni tayyorlashda reaktivlarni aniq tortish va to'g'ri nisbatlarda suyultirish kerak.
3. Elektroforez idishi va elektrodlarini tayyorlash: Hech qanday aralashmalar qolmasligi uchun elektroforez idishi va elektrodlarini tozalang. Elektrodlarning tank devorlari bilan qattiq aloqada ekanligini va ulanish liniyalari buzilmasligi yoki qisqa tutashuvi yo'qligini tekshiring.
4. Bo'yoqni tayyorlang: bir xil va barqaror suspenziya hosil qilish uchun elektroforetik bo'yoqni suvda eritib yuboring. Qoplamaning tarkibi ishlov beriladigan qismning va qo'llash sohasining talablariga muvofiq tanlanishi kerak va odatda qatron, erituvchi, qattiqlashtiruvchi vosita, plomba va boshqalarni o'z ichiga oladi. Bundan tashqari, ko'pikni yo'q qiluvchi moddalar va tekislash vositalari kabi ba'zi qo'shimchalar qo'shilishi mumkin.
5. Elektroforez idishini o'rnating: bo'yoqni o'z ichiga olgan elektroforez idishini elektroforez uskunasiga joylashtiring va musbat va salbiy elektrodlarni quvvat manbaiga ulang. Ijobiy elektrod elektroforez idishidagi metall plastinkaga, salbiy elektrod esa kuchlanish ta'sirida elektr maydonini hosil qilish uchun ishlov beriladigan qismga ulanadi.
6. Bo'yoq parametrlarini sozlang: ishlov beriladigan qism va bo'yoq talablariga muvofiq, elektroforez idishidagi bo'yoq parametrlarini, masalan, konsentratsiya, pH qiymati, harorat va kuchlanish va boshqalarni sozlang. Ushbu parametrlarni sozlash sinovlar va tajribalar orqali aniqlanishi mumkin.
7. Namuna yuklanishi: Sinov qilinadigan moddani ajratish uchun tayyorlangan elektroforez idishiga soling. Namunalarni yuklashda, ajratish effektiga ta'sir qilmaslik uchun jelga havo kirmasligi uchun ehtiyot bo'lish kerak. Namuna hajmi va konsentratsiyasiga qarab tegishli yuk miqdorini aniqlang. Juda ko'p yoki juda kam tajriba natijalariga ta'sir qilishi mumkin.
8. Elektroforezni boshlang: Qayta ishlangan ish qismini elektroforez idishiga joylashtiring va ishlov beriladigan qismning bo'yoq bilan to'liq aloqa qilishiga ishonch hosil qiling. Elektr maydoni ta'sirida bo'yoqdagi zaryadlangan zarralar yoki ionlarning ish qismi yuzasiga qarab harakatlanishiga va cho'kishiga olib keladigan quvvatni yoqing.
9. Qoplamaning qattiqlashishi: ishlov beriladigan qismning sirt qoplamasi kerakli qalinlikka erishgandan so'ng, ish qismini elektroforez idishidan olib tashlang va qoplamani mustahkamlash uchun pechga yuboring yoki havo bilan quriting.
Yuqoridagilar elektroforez jarayonining umumiy bosqichlari. Muayyan operatsiyalar turli jihozlar va jarayonlar tufayli sozlanishi mumkin. Butun elektroforez jarayonida mahsulot sifati va barqarorligini ta'minlash uchun turli parametrlar va operatsion bosqichlarni qat'iy nazorat qilish kerak.
BIZNING XIZMAT
1. Mutaxassis Ar-ge guruhi: Sizning biznesingizga yordam berish uchun muhandislarimiz sizning buyumlaringiz uchun innovatsion dizaynlarni yaratadilar.
2. Sifat nazorati guruhi: Har bir mahsulot jo'natilishidan oldin uning to'g'ri ishlashiga ishonch hosil qilish uchun qattiq tekshiriladi.
3. Tajribali logistika ekipaji - moslashtirilgan qadoqlash va tezkor kuzatuv mahsulot sizga yetib borguncha xavfsizligini kafolatlaydi.
4. Mijozlarga kechayu kunduz tezkor, ekspert yordamini taklif qiladigan xariddan keyingi mustaqil xodimlar.
5. Tajribali savdo ekipaji mijozlar bilan kompaniyani yanada samarali olib borish uchun sizga eng tajribali bilimlarni beradi.
Mahsulot toifalari
-

Nozik zanglamaydigan po'latdan yasalgan bükme qismlari zavodi ...
-

Zanglamaydigan po'latdan yasalgan po'latdan yasalgan shtamplash payvandlash Cu...
-

Tayyorlangan metall qatlamli egilgan payvandlash muhandisi ...
-
Tayyorlangan nozik lavha metallni qayta ishlash ...
-

Elektroforetik bo'yoq qavsli lavha shtampi...
-

Mexanik qurilmalar uchun galvanizli to'rtburchaklar ...